Kälteanlagen im Industriebetrieb
In vielen Industriebereichen wird Kälte für Produktionsprozesse benötigt. Häufig wird dabei auf die mit elektrischer Energie betriebenen Kompressionskälteanlagen gesetzt. Dass auch andere Lösungen möglich sind, zeigt das Interview mit Dipl.-Ing. Helmut Peetz, Vorstand der AGO AG Energie + Anlagen in Kulmbach.
TAB: In der Industrie beginnt derzeit ein Umdenkungsprozess, der nicht nur auf eine immer produktivere Fertigung abzielt, sondern zunehmend auch die Energieeffizienz der Prozesse untersucht, um gegebenenfalls in diese Richtung zu investieren. Inwieweit können Sie als Unternehmen im Anlagenbau diese Beobachtung bestätigen?
Helmut Peetz: Der Anteil der Energiekosten an den Gesamtkosten in Industrieanlagen, wie zum Beispiel Brauereien oder Bäckereien, ist eine dominierende Größe in der Beurteilung der wirtschaftlichen Effizienz. Gerade in industriellen Prozessen ist die elektrische Energie der große „Preistreiber“, somit ist der Ansatz einer Substitution an dieser Stelle sicher sinnvoll und notwendig. Folgerichtig wird nach neuen Lösungen einer rationellen Nutzung von Energie und damit verbundener Einsparung von Primärenergie gesucht. Eines dieser verfolgten Konzepte zur Einsparung von Primärenergie ist zum Beispiel die Kälteerzeugung mittels kostenlos anfallender Abwärme oder Solarwärme. Die Substitution hochwertiger elektrischer Energie ist und bleibt auch zukünftig eine der wichtigsten Aufgaben im Bereich der privaten und industriellen Versorgungstechnik. Die Entwicklung der Energiepreise für fossile Energieträger und elektrische Energie beschleunigt diese Entwicklung.
TAB: Welche Lösungen bieten sich vorrangig an?
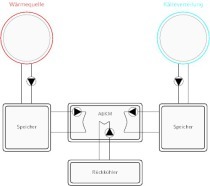
Helmut Peetz: Im Bereich der Kälteerzeugung ist das Modell „Kraft-Wärme-Kälte-Kopplung“ eines der effizientesten Verfahren. In Verbindung mit Absorptionskältemaschinen wird die Abwärme aus Verbrennungsmotoren zur Erzeugung von Kälte verwendet. Es ersetzt die üblicherweise genutzte Technologie der Erzeugung von Kälte durch Kompressionskältemaschinen. Ein wirtschaftlicher Einsatz der Absorptions-Technologie ist in den meisten Fällen jedoch an vorhandene Abwärmesenken gebunden, eben aus BHKW-Anlagen, aber auch aus anderen energieintensiven Abwärmeströmen oder zukünftig auch vermehrt der Nutzung der Solarenergie.
Die AGO AG bietet die Möglichkeit, Abwärme zum Beispiel aus Produktionsprozessen oder Blockheizkraftwerken sinnvoll einzusetzen, um Kälteenergie im Temperaturbereich kleiner 0 °C zu erzeugen. Wir sprechen von einer Ammoniak/Wasser-Absorptionskälteanlage, die als Antriebsenergie Wärme nutzt, um Kälteträger bis -30°C zu kühlen. Zusammen mit dem ILK Dresden (Institut für Luft- und Klimatechnik) sind wir seit zwei Jahren an der Absorptionstechnolgie für Kühlmedien unterhalb des Wassergefrierpunktes beschäftigt und bringen nun die ersten NH3-Wasser-Absorptionskältemaschinen auf den Markt.
Dieses Anlagenkonzept bieten wir zugeschnitten auf die Gegebenheiten und Anforderungen für jeden Kunden im Kälteleistungsbereich zwischen 30 und 500 kW je Modul bis -12 °C Medientemperatur an. In Kaskadenschaltung und in Verbindung mit Kompressionskälteanlagen können auch Tieftemperaturen bis -30 °C oder sogar -40 °C erzeugt werden.
TAB: Im Bereich der Kältetechnik setzen sie auf Ammoniak/Wasser-Absorptionskälteanlagen (AKA). Was sind die besonderen Vorteile dieser Anlagen?
Helmut Peetz: Der wesentliche Vorteil dieses Arbeitsstoffpaares Ammoniak/Wasser liegt in der Möglichkeit den Temperaturbereich unter 0 °C abzudecken. Damit erschließt sich ein weiter Einsatzbereich vor allem in der Lebensmittelindustrie, wie Brauereien, Molkereien, aber auch Lebensmittel- und Blumenlager. Herkömmliche, am Markt angebotene Absorptionskältemaschinen arbeiten mit dem Arbeitsstoffpaar Wasser/Lithiumbromid. Das Wasser wird bei den Standardabsorbern als Kältemittel eingesetzt. Da Wasser bei einer Temperatur von um die 0 °C gefriert, ist die minimal erreichbare Temperatur auf 4 °C festgelegt.
Unsere Ammoniak/Wasser-Absorptionskälteanlage arbeitet mit Ammoniak als Kältemittel und Wasser als Lösungsmittel. Zudem ist Ammoniak ein natürliches Kältemittel mit hervorragenden thermodynamischen Eigenschaften, das seit den Anfängen bereits von Carl von Linde in der technischen Erzeugung von Kälte eingesetzt wird.
Ammoniak besitzt keinen Treibhauseffekt und kein Ozonabbaupotential. Im Gegensatz zu anderen chemischen Kältemitteln oder dem Lithiumbromid kann Ammoniak kostengünstig bezogen werden. Daher hat NH3 bis heute seinen Stellenwert behauptet.
Im Gegensatz zu ähnlichen Produkten am Markt decken wir den mittleren Leistungsbereich ab und setzen in unserem Konzept auf die Verwendung von handelsüblichen Bauteilen, statt einzelgefertigter Sonderkomponenten. Unser Ansatz ist die Optimierung aus energetischer Effizienz und notwendigen Investitionskosten.
TAB: Welche Voraussetzungen müssen in einem Industriebetrieb gegeben sein, um AKA einsetzen zu können?
Helmut Peetz: Grundvoraussetzung für den wirtschaftlichen Betrieb einer Ammoniak/Wasser-Absorptionskälteanlage ist „kostenlose“ Abwärme mit einer minimalen Temperatur von 90°C. Zum Beispiel: Mit ca. 100 kW thermischer Leistung aus Abwärme bei 90 °C können 50 kW Kälte mit einer Temperatur um die -5 °C erzeugt werden.
Die Wärmezahl, das ist das Verhältnis von erzeugter Kälteleistung zu notwendiger „Antriebsenergie“, also Abwärme, liegt bei ungefähr 0,5. Steigende Temperaturen auf der Abwärmeseite verbessern das Verhältnis. Niedrigere Kühlmitteltemperaturen verschlechtern die Wärmezahl. Es ist somit notwendig, dass jeder Einsatzfall auf die Kundenbedingungen optimal angepasst und konzipiert wird.
TAB: Gibt es Risiken, die berücksichtigt werden müssen?
Helmut Peetz: Ammoniak-Wasser-Absorptionskälteanlagen unterliegen den gleichen Richtlinien wie herkömmliche Ammoniakkompressionskälteanlagen. Trotz Toxizität und Brennbarkeit (in engen Grenzen) sind die Kälteanlagen mit Ammoniak als Kältemittel nach dem Stand der Technik sicher!
Durch die technische Optimierung und den Kreislaufprozess ist der Kältemittelinhalt entsprechend gering gehalten.
Hinsichtlich Verschleiß und Wartungsfreundlichkeit ergeben sich durch das Fehlen druckbeanspruchter und bewegter Komponenten erhebliche Vorteile gegenüber Verdichtermaschinen bei den Lebenszykluskosten (Life-cycle-costs).
TAB: Welche Dienstleistungen bieten Sie Kunden an, um eine AKA zu realisieren?
Helmut Peetz: Die AGO AG Energie + Anlagen setzt im Bereich der NH3-H20-Absorptionskälteanlagen auf drei verschiedene Bereiche:
Den Einsatz von AKA in eigen akquirierten Energiekonzepten im Bereich der mittelständischen Industrie. Hier vorrangig in Verbindung mit KWK-Anlagen und der Nutzung von Biomasse. In diesem Bereich decken wir Beratung, Planung und Anlagenbau ab. Ergänzt wird das Spektrum durch Finanzierungs- und Betreibermodelle bis hin zum Contracting kompletter Energieerzeugungsanlagen.
Weiterhin setzen wir auf strategische Kooperationen, um komplette Pakete für Energiesparprojekte anbieten zu können. Das sind zum Beispiel Kooperationen mit Herstellern im Bereich Biogasanlagen und solarthermischer Konzepte, sowie Ausrüstern im Bereich der Lebensmittelindustrie.
Weiterhin bieten wir die planerische Unterstützung und Lieferung über Ingenieurbüros und Anlagenbaupartner an, die unsere AKA in ihren eigenen Konzepten realisieren möchten.
Die notwendigen Dienstleistungen im Bereich Service, Kundendienst und Wartung, sowie die Fernüberwachung der Anlagen runden das Angebot ab.
TAB: Welches Projekt war in dieser Beziehung besonders interessant? Und was waren die besonderen Herausforderungen?
Helmut Peetz: Besonders interessant war die Planung einer Ammoniak/ Wasser-Absorptionskälteanlage für eine Milchwirtschaft. Ein Landwirt mit 1500 Milchkühen betreibt seit letztem Jahr eine 500 kW Biogasanlage mit einem Biogas-BHKW. Der erzeugte Strom wird in das regionale Stromversorgungsnetz eingespeist. Die Abwärme aus dem Blockheizkraftwerk wird zum Teil für die Brauchwassererwärmung und für die Heizung des Sozialtraktes (Verwaltung) verwendet. Jedoch bleiben 50 % an Wärme unberücksichtigt und werden an die Umgebungsluft abgegeben.
Die 1500 Kühe geben 37 000 l Milch pro Tag, die von 37 °C auf 4 °C abgekühlt werden muss. Daraus ergibt sich eine notwendige Kälteleistung von 68 kW. Grundgedanke der AGO AG ist es gewesen, die Überschusswärme aus der Stromerzeugung mittels BHKW für die Kälteerzeugung zu nutzen. Unser Konzept sieht vor, die Abwärme mit einer Temperatur von 90 °C über die Absorptionskälteanlage mit Ammoniak/Wasser in Kälteenergie umzuwandeln und für die Milchkühlung zur Verfügung zu stellen. Die momentan in Betrieb befindlichen Kompressions-Kältemaschinen werden ersetzt. Neben der Reduktion der Stromabnahme vom öffentlichen Netz ergeben sich für den Betreiber noch weitere Vorteile: Erhöhung der Wärmenutzung aus dem Bio-gas-BHKW. Damit verbunden ist der positive Effekt, dass sich der EEG-Einspeisebonus für die eigenerzeugte elektrische Energie um 2 ct/kWh bei Wärmenutzung erhöht.
Solche Konzepte sind somit für den Anwender höchst rentabel und führen zu einer Amortisationszeit von vier bis fünf Jahren.
TAB: Herr Peetz, vielen Dank, für das Interview.