Exklusiver Online-Beitrag: Heißwasserumformerstation für ein Kraftwerk
Bandtrockneranlage für 100 t Hackschnitzel pro Stunde
Für die Energieerzeugung nutzt ein brasilianischer Kraftwerksbetreiber Hackschnitzel. Dafür sollen diese jedoch zunächst mit einer Bandtrockneranlage mit integrierter Heißwasser-Umformerstation getrocknet werden. Für die Herausforderungen, die der künftige Standort verlangt, musste das Anlagenkonzept angepasst werden. Heraus kam eine Konstruktion, die eine Wartung im laufenden Betrieb ermöglicht.
„Nachdem wir den Auftrag von unserem brasilianischen Kunden erhalten hatten, machten wir uns 2019 auf die Suche nach einem hierauf spezialisierten Planungsbüro“, berichtet Dipl.-Ing. (FH) Andreas Rauscheder, Projektleiter und Prokurist bei der Stela Laxhuber GmbH. „Wir entschieden uns für Gammel Engineering, da das Unternehmen jahrzehntelange Erfahrung in der Planung und Auslegung anspruchsvoller und innovativer Dampfkonzepte sowie im Hochtemperaturbereich besitzt.“
 Der in Brasilien eingesetzte Bandtrockner besitzt eine aktive Trocknungsfläche von 8,4 m Breite und eine Länge von 58 m.
Der in Brasilien eingesetzte Bandtrockner besitzt eine aktive Trocknungsfläche von 8,4 m Breite und eine Länge von 58 m.
Bild: Stela Laxhuber GmbH
Grundlage bildete ein Bandtrockner vom Typ „BT 1/8400-58“ der Stela Laxhuber GmbH, dessen Band eine aktive Trocknungsfläche von 8,4 m Breite und eine Länge von 58 m besitzt. Der Trocknungsvorgang selbst sollte über eine spezielle Heißwasserumformerstation erfolgen, die entsprechend auf die Anlage angepasst und integriert werden musste.
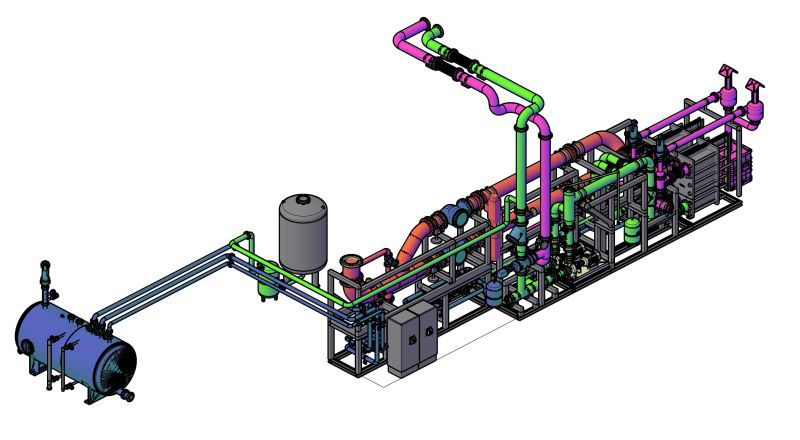
 Für die Energieerzeugung nutzt ein brasilianischer Kraftwerksbetreiber Hackschnitzel. Die effiziente Trocknung mittels Bandtrockner soll durch eine integrierte Heißwasserumformerstation gewährleistet werden.
Für die Energieerzeugung nutzt ein brasilianischer Kraftwerksbetreiber Hackschnitzel. Die effiziente Trocknung mittels Bandtrockner soll durch eine integrierte Heißwasserumformerstation gewährleistet werden.
Foto: Gammel Engineering GmbH
„Die konkrete Anforderung war, aus Sattdampf mit einem Temperaturniveau von 131 °C – bei einer Übertragungsleistung von 27 MW – Heißwasser mit 129 °C zu erzeugen,“ erklärt Thomas Zweier, Projektleiter bei der Gammel Engineering GmbH. „Die Herausforderung bei der Planung bestand für uns also darin, die sehr hohe Übertragungsleistung bei geringem Temperaturunterschied (Grädigkeit) zwischen Primär- und Sekundärseite beziehungsweise Dampf und Heißwasser zu gewährleisten.“
 Um die unterschiedlichen Wassergehalte der zu trocknenden Hackschnitzel zu kompensieren, musste die Anlage flexibel arbeiten können.
Um die unterschiedlichen Wassergehalte der zu trocknenden Hackschnitzel zu kompensieren, musste die Anlage flexibel arbeiten können.
Foto: Stela Laxhuber GmbH
Dabei musste die Anlage flexibel genug arbeiten, um die auftretende Varianz im Leistungsbereich bedingt durch unterschiedliche Wassergehalte der zu trocknenden Hackschnitzel und durch die verschiedenen Ansaugluftzustände in den einzelnen Jahreszeiten effizient abzudecken. Gleichzeitig sollte der Anlagenbetreiber die Möglichkeit haben, einzelne Komponenten des Systems während des Teillastbetriebs warten zu können. Hierfür wurde das Grundkonzept des Bandtrockners komplett überarbeitet und die geometrischen Abmessungen im Hinblick auf den Export und den Versand in Seecontainern optimiert.
Spezielle Verrohrung bringt gleichmäßiges Trocknungsergebnis
Gammel Engineering erarbeitete zunächst zwei Konzepte für die Ausführung mit entsprechend detaillierten und präzisen Kostenberechnungen.
 Die konkrete Anforderung an die Anlage war, aus Sattdampf mit einem Temperaturniveau von 131 °C – bei einer Übertragungsleistung von 27 MW – Heißwasser mit 129 °C zu erzeugen.
Die konkrete Anforderung an die Anlage war, aus Sattdampf mit einem Temperaturniveau von 131 °C – bei einer Übertragungsleistung von 27 MW – Heißwasser mit 129 °C zu erzeugen.
Foto: Gammel Engineering GmbH
„Aufgrund der großen Übertragungsleistung und der geforderten Transportgrößen fiel die Wahl auf eine Doppelwärmetauscheranlage, die kaskadiert betrieben werden kann“, so Thomas Zweier. Im Heißwasserkreis der Anlage wird Frischluft über Heizregister geführt und dabei erwärmt, bevor sie durch das Trocknungsgut aus Rinde und Hackschnitzel strömt. Hierbei sollten alle Trocknungsregister mit der gleichen Wassermenge und der gleichen Vorlauftemperatur durchströmt werden, um ein einheitliches Trocknungsergebnis auf der gesamten Bandlänge zu erhalten. Hierfür wurde eine sogenannte „Tichelmann-Verrohrung“ in Verbindung mit Drosselventilen installiert. Unterstützend wirkt dabei die beidseitige Anordnung der Fortluftventilatoren.
 Damit es möglich ist, einzelne Komponenten des Systems während des Teillastbetriebs warten zu können, wurde das Konzept dementsprechend ausgelegt und die geometrischen Abmessungen im Hinblick auf den Export und den Versand in Seecontainern optimiert.
Damit es möglich ist, einzelne Komponenten des Systems während des Teillastbetriebs warten zu können, wurde das Konzept dementsprechend ausgelegt und die geometrischen Abmessungen im Hinblick auf den Export und den Versand in Seecontainern optimiert.
Foto: Gammel Engineering GmbH
„Um die Vorgaben im Hinblick auf die gewünschten Temperaturen und die Leistung zu erfüllen, musste die im Dampf enthaltene Enthalpie maximal genutzt und in Heißwasser umgeformt werden“, erläutert Zweier. „Dazu wurde eine Kondensatunterkühlung bis auf 90 °C vorgesehen. Für eine maximale Dampfausnutzung ist eine kondensatseitige Anstauregelung mit Ausregelung einer festen Füllstandshöhe im Wärmetauscher realisiert.“
 Da die Anlage auf 800 m stehen wird und zeitweise Frostgefahr besteht, wurden der sekundärseitige Heißwasserkreis sowie die Frischluftventilatoren und die Heizregister selbst sind mit einem Frostschutz versehen, sodass ein Einfrieren und somit eine Beschädigung der Register vermieden wird.
Da die Anlage auf 800 m stehen wird und zeitweise Frostgefahr besteht, wurden der sekundärseitige Heißwasserkreis sowie die Frischluftventilatoren und die Heizregister selbst sind mit einem Frostschutz versehen, sodass ein Einfrieren und somit eine Beschädigung der Register vermieden wird.
Foto: Gammel Engineering GmbH
Da die Anlage auf 800 m stehen wird und zeitweise Frostgefahr besteht, wurde der sekundärseitige Heißwasserkreis mit einem Wasser-Glykol-Gemisch geplant und ausgelegt, sodass die Anlage bis -35 °C eisfrei gehalten werden kann. Auch die Frischluftventilatoren und die Heizregister selbst sind mit einem Frostschutz versehen, sodass ein Einfrieren und somit eine Beschädigung der Register vermieden wird.
Anlage passt in fünf Seecontainer
Damit die Anlage nach Brasilien verschifft werden konnte, musste bei der Konzeption der Umformerstation und der Verrohrung darauf geachtet werden, an entsprechenden Stellen in der Rahmenkonstruktion eine Teilung oder Trennung zu ermöglichen. Der Zugang zu Armaturen oder Steuerhähnen durfte dabei jedoch nicht erschwert oder die Anlagenfunktionalität beeinträchtigt werden. Die Vor- und Demontage erfolgte daher bei der Pewo Energietechnik GmbH in Elsterheide in enger Zusammenarbeit mit Gammel und Stela.
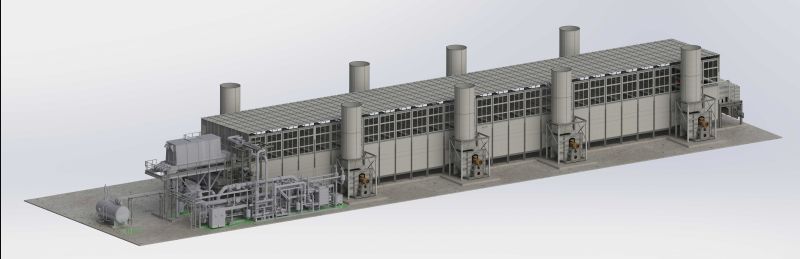
 Die Konstruktionszeichnung der Dampf-/Heißwasserumformerstation zeigt die Unterbringung der Anlage auf engstem Raum, um sie unter anderem in Normcontainern nach Brasilien verschiffen zu können. Die Anlage erstreckte sich in der Produktionshalle von PEWO inkl. der Verrohrung mit Ausdehnungsgefäß über eine Grundfläche von ca. 26 m x 4 m x 7,5 m (L x B x H).
Die Konstruktionszeichnung der Dampf-/Heißwasserumformerstation zeigt die Unterbringung der Anlage auf engstem Raum, um sie unter anderem in Normcontainern nach Brasilien verschiffen zu können. Die Anlage erstreckte sich in der Produktionshalle von PEWO inkl. der Verrohrung mit Ausdehnungsgefäß über eine Grundfläche von ca. 26 m x 4 m x 7,5 m (L x B x H).
Grafik: PEWO Energietechnik GmbH
„Wir mussten darauf achten, nicht zu viele unnötige Trennungen in Teilanlagen zu setzen, da sonst zu viel Raum durch sie verloren gehen und weniger Platz für Armaturen oder andere betriebsrelevante Komponenten bleiben würde“, erklärt Benny Borgstedt, Projektleitung bei der Pewo Energietechnik GmbH. „Zudem galt es bei der bereits begrenzten Platzvorgabe bezüglich der gesamten Anlage, die spezielle Rohrstatik mit den vorgegebenen Ausdehnungsmöglichkeiten zu beachten, da der heiße Dampf und das Wasser in Verbindung mit der unterschiedlichen Außentemperatur die Rohrausdehnung beeinflussen würde.“
Erschwerend kam hinzu, dass der Kraftwerksbetreiber im Verlauf der Planungsphase eine Drehung der Anlage um 180° wünschte, was für das Team zusätzliche Zeit beanspruchte. Dennoch war es möglich, die gesamte Umformerstation in den werkseigenen Montagehallen in Elsterheide zu stemmen. Eine Vorabnahme fand schließlich am 22. September 2020 gemeinsam mit den Firmen Stela und Gammel Engineering statt, sodass das Verschiffen im Oktober beginnen konnte.
 Fertig zum Verschiffen – der modulare Aufbau der Anlage ermöglichte das Teilen und Verpacken der Anlage für den Versand auf insgesamt fünf Seecontainer.
Fertig zum Verschiffen – der modulare Aufbau der Anlage ermöglichte das Teilen und Verpacken der Anlage für den Versand auf insgesamt fünf Seecontainer.
Foto: Pewo Energietechnik GmbH
Dank des effizienten Konzepts des Gammel-Ingenieurteams und der engen Zusammenarbeit aller drei Unternehmen, kann die Anlage nun mit einem hohen Produktmassendurchsatz von bis zu 101 t/h Trocknungsgut am Effizienzmaximum arbeiten. Gleichzeitig kann der Betreiber mehr als 95 % der notwendigen regelmäßigen Wartungsarbeiten während des normalen Anlagenbetriebs ohne Stillstand durchführen.
Die Stela Laxhuber GmbH aus dem niederbayerischen Massing ist ein Hersteller von Trocknungsanlagen. Die Produktpalette umfasst u.a. Agrartrockner und Niedertemperatur-Bandtrockner für die Holzpelletsproduktion sowie für die Spanplattenindustrie. Ferner liefert das mittelständisch geprägte Unternehmen Trockner zur Abwärmenutzung für Biogas-Anlagen, Trommeltrockner und Schubwendetrockner. Ergänzt wird das weit gefächerte Produktportfolio durch Lufterhitzer. Das Unternehmen beschäftigt derzeit 200 Mitarbeiter.
Die Pewo Energietechnik GmbH mit Sitz im sächsischen Elsterheide entwickelt und fertigt Wärmeverteilanlagen als Systemlösungen unter anderem für Wohnquartiere, Hotels, Kliniken, Schwimmbäder und die Industrie in ganz Europa. Die Anlagen reichen vom Trinkwassererwärmer bis zur übergreifenden Netzleittechnik oder Sonderanlagen mit mehreren Megawatt Leistung für die Wärmeversorgung ganzer Stadtteile. Mehr als 20.000 individuelle Kundenanlagen werden pro Jahr von derzeit 370 Mitarbeitern entwickelt und produziert. Bei hoher Fertigungstiefe kann Pewo auf eigene Kompetenzen in den Bereichen Hydraulik, Regelungstechnik, Elektronik und Softwareentwicklung zurückgreifen.
Gammel Engineering GmbH wurde 1987 von Michael Gammel gegründet und ist ein inhabergeführtes Familienunternehmen mit Sitz in Abensberg. Das Unternehmen bietet Ingenieurdienstleistungen der Technischen Gebäudeausrüstung, im Bereich dezentrale Energiesysteme und Energieeffizienz an und führt alle Aufgaben von der Planung über die Bauleitung bis zur Betriebsbetreuung durch. Gammel hat sich darauf spezialisiert, individuelle, dezentrale Energiesysteme in bestehende Produktionsprozesse in Unternehmen einzubinden. Für die Planung und Errichtung der Kraft-Wärme-Kälte-Kopplungsanlage bei Osram in Eichstätt erhielt das Unternehmen vom B.KWK die Auszeichnung „Blockheizkraftwerk des Jahres“. GammelEngineering bietet 55 Mitarbeitern hochwertige Arbeitsplätze.




